Setting Fixture Compensation

Motion data is processed in relation to the machine origin.
On most modern machines, the machine origin (i.e., the position at which
all axes read zero) can be adjusted by the NC operator. Many CNCs
provide for the definition of multiple origins with fixture (or
workpiece) compensation. VM provides a virtual controller that supports
both fixture and tool compensation. The Controller can be toggled from
the View toolbar by selecting the button shown circled in the toolbar
above. Select the button a second time to either hide the Controller
window or to restore a Controller window that has been minimized. This
window can also be controlled by selecting Simulation»
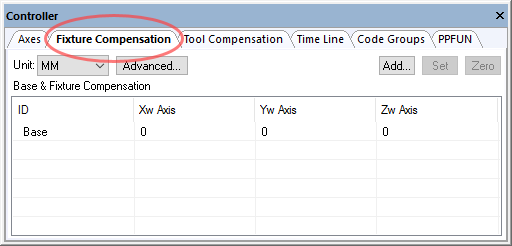
Once the Controller window is active, select the Fixture Compensation tab to define or modify workpiece offsets. VM supports the definition of a global “base” offset, as well as individual workpiece offsets to match those in use at the machine.
Fixture compensation data is automatically saved in the verification setup (.vsw) file when the program ends. This setup file will be reused on subsequent runs to reestablish the workpiece compensation settings necessary for an accurate simulation.
Base compensation adjusts the machine zero point. All coordinate data is transformed by the base amount, regardless of the current workpiece compensation settings. Base compensation should not normally be used except in cases where the machine has a settable zero and no other form of workpiece compensation. In this case, the base compensation can be used to adjust the machine zero point to match the zero point that will be set by the NC machine operator.
Fixture compensation offsets are defined relative to the base zero point. Press the Add button and enter the fixture compensation ID to be added, using the same form of ID numbers you would use in the CUTCOM/ADJUST command with GENER (e.g., for many controls, the range 1-6 represents G54-G59). You can select any axis of any ID and type a new value. You can also select one or more IDs and use the Set and Zero buttons to set or zero offsets for all selected IDs simultaneously. The Add button will be disabled if fixture compensation is not available for the selected machine. Base compensation is always available.
By accurately setting fixture compensation values, you can obtain a more realistic and complete simulation of the machine.
Icam provides “Manufacturing Extractors” for many popular CAM systems, which can automatically define fixture (i.e., workpiece) compensation settings matching coordinate frames used in the NC program.